我们的【林芝(当地)螺旋管3PE防腐钢管源头厂家供应】产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:【林芝(当地)螺旋管3PE防腐钢管源头厂家供应】的图文介绍
螺旋管3PE防腐钢管源头厂家供应】")
螺旋管3PE防腐钢管源头厂家供应】")
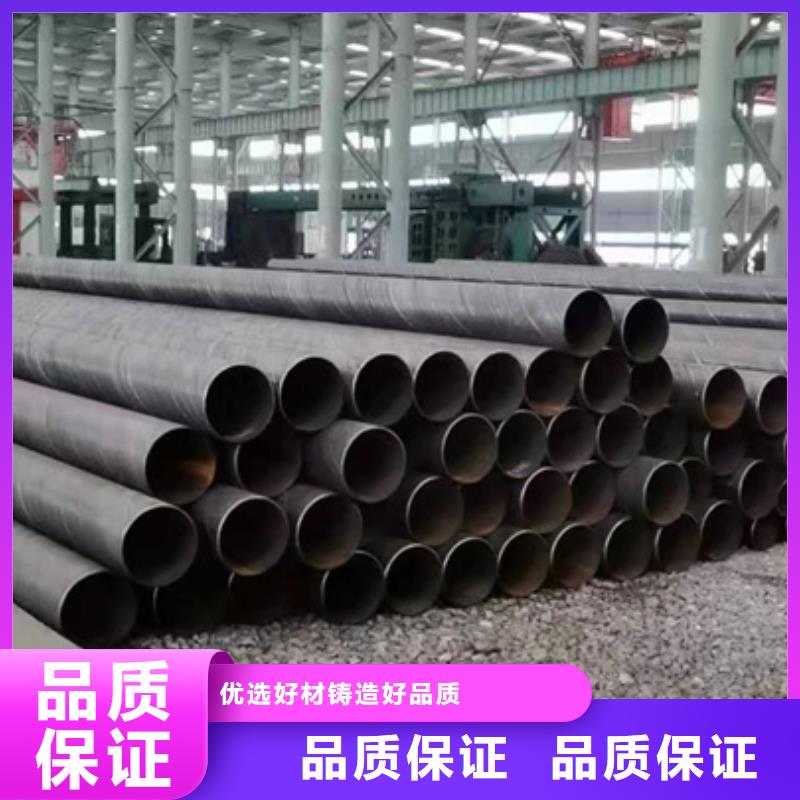
林芝螺旋管对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机,检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
林芝螺旋管分析焊接区的常见缺陷:
林芝螺旋管埋弧焊焊接区易产生的缺陷有气孔、热裂纹、和咬边等。
1、林芝螺旋管气泡:气泡多发生在焊道中央,其主要原因是氢气依旧以气泡的形式,隐藏在焊缝金属内部,所以,消除这种缺陷的措施是:首先,一定要清除焊丝和焊缝的锈、油、水分及湿气等物质,其次,是一定要很好地烘干焊剂除去湿气。此外,加大电流、降低焊接速度、减慢熔化金属的凝固速度也是很有效的。
螺旋管3PE防腐钢管源头厂家供应】")
螺旋管3PE防腐钢管源头厂家供应】")
螺旋管3PE防腐钢管源头厂家供应】")
鑫豪管业有限公司是一家专业生产销售 林芝镀锌圆管1.5寸、工厂,通过质量体系认证企业。公司一直以专业、创新、发展为企业精神,秉承好产品、好技术、好工程的高品质观,凭着敬业的精神,经过十多年的沉淀和研究,使公司的团队更加完善,技术更加过硬,迅速崛起,成为全国生产 林芝镀锌圆管1.5寸、的知名企业。
螺旋管3PE防腐钢管源头厂家供应】")
螺旋管3PE防腐钢管源头厂家供应】")
5.林芝螺旋管热裂纹
在螺旋钢管埋弧焊接中,焊道内可产生热裂纹.为消除这种裂纹,通常在起弧和熄弧处装有垫板,并在板卷对焊接结束时,可将螺旋钢管逆转而将焊进叠焊.热裂纹在焊缝应力很大的时候,或者焊缝金属内的si很高的时候容易产生.
6.林芝螺旋管硫裂
硫裂也就是硫引起的裂纹,焊接硫偏析带很强的板材时硫偏析带中的硫化物进入焊缝金属而产生的裂纹.其原因是在硫偏析带中含有低熔点的硫化铁和钢中存在氢气.
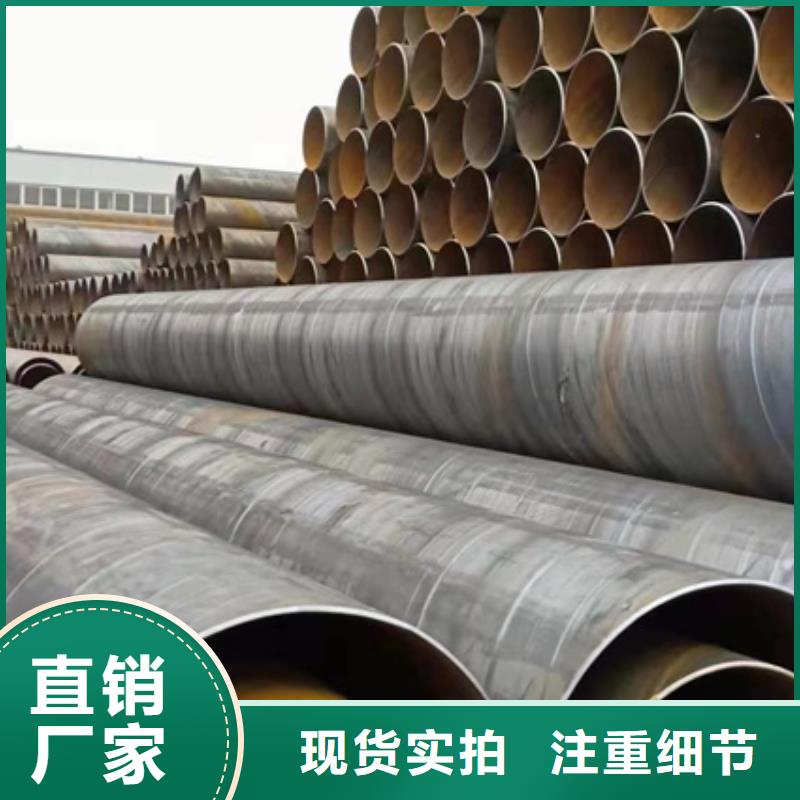
螺旋管厂介绍DN250螺旋管外径为273mm,常见壁厚主要有6mm、7mm和8mm三种。
林芝273螺旋管实际壁厚主要有两种
执行标准为9711的壁厚下差范围在0.5mm---0.6mm左右。
执行标准为5037的壁厚偏差范围在1.0mm---1.2mm左右。
螺旋管3PE防腐钢管源头厂家供应】")
螺旋管3PE防腐钢管源头厂家供应】")
螺旋管3PE防腐钢管源头厂家供应】")
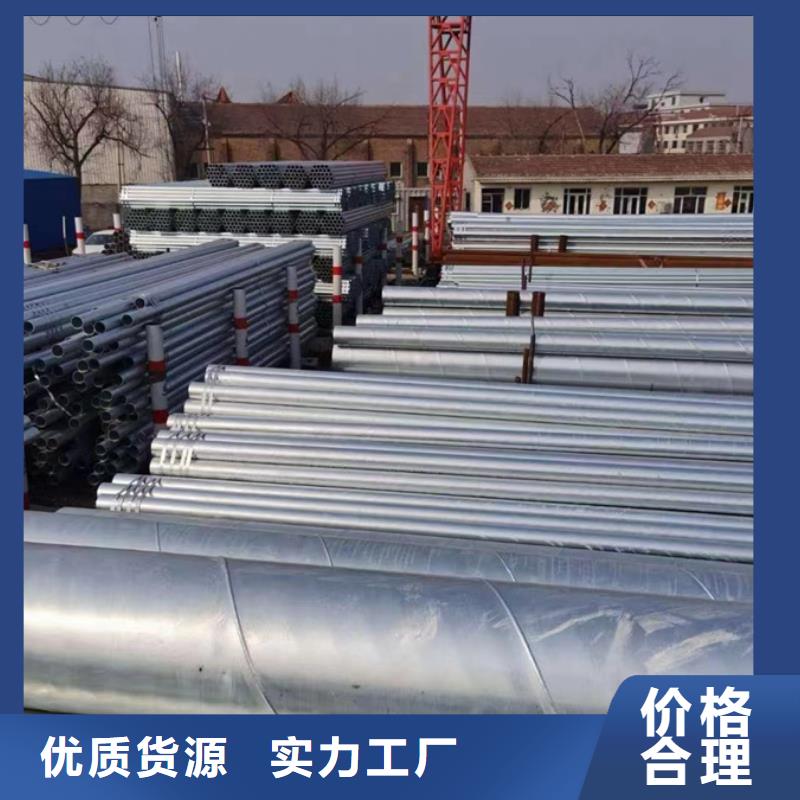
3、林芝螺旋管生产过程中,对于环氧粉末和胶粘剂,要比平时用量大1%,这样才能达到实际要求的厚度。
4、林芝螺旋管下线后不要高温暴晒,暴晒很容易导致PE层膨胀,从而脱离钢管外壁,达不到防腐效果。
林芝螺旋管教您在生产中如何操作可提高生产质量?
1、林芝螺旋管焊接温度:低碳钢材质,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。焊接温度主要通过调节高频涡流热功率和焊接速度来控制。当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热量过大时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。


 扫一扫
扫一扫